Vibroser: A Trusted Partner in Industrial Flooring Solutions
Since 1986, Vibroser has been a reliable solution partner for businesses, continuously evolving with modern requirements and advancing technology in the industrial flooring sector.
Specializing in industrial flooring and wall protection products, Vibroser provides project-based turnkey applications and product sales, delivering tailored solutions for various industries.
The company offers chemical-resistant, heavy-duty, anti-acid, and hygienic flooring solutions for sectors such as food, beverage, storage, retail, automotive, textile, chemical, cosmetics, healthcare, and shopping malls.
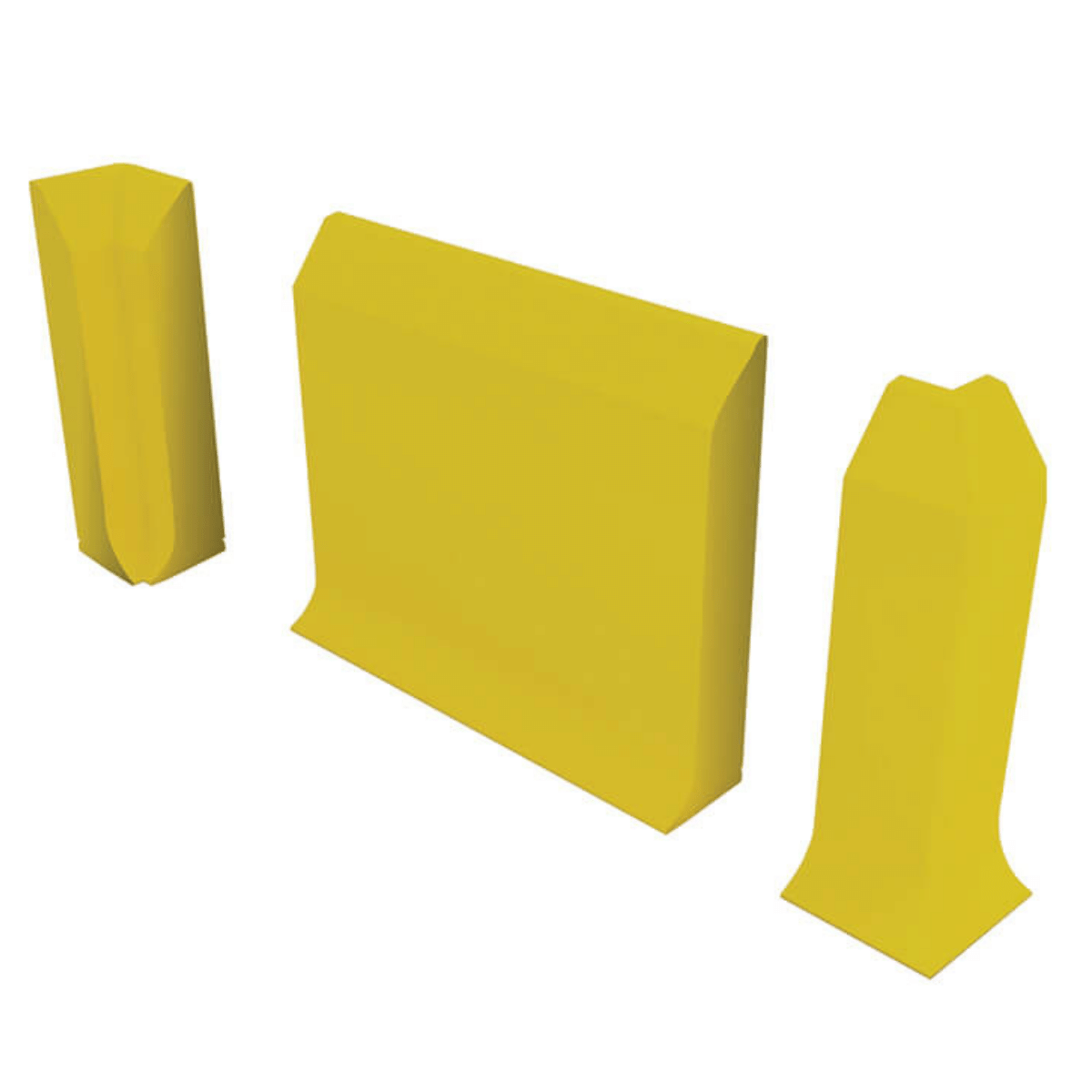
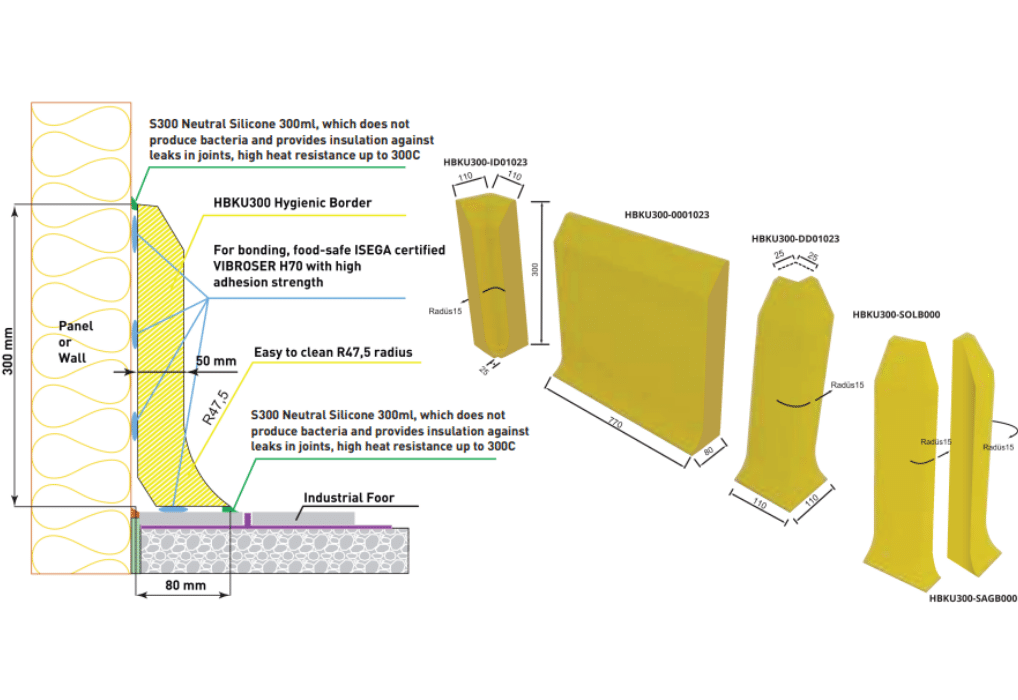
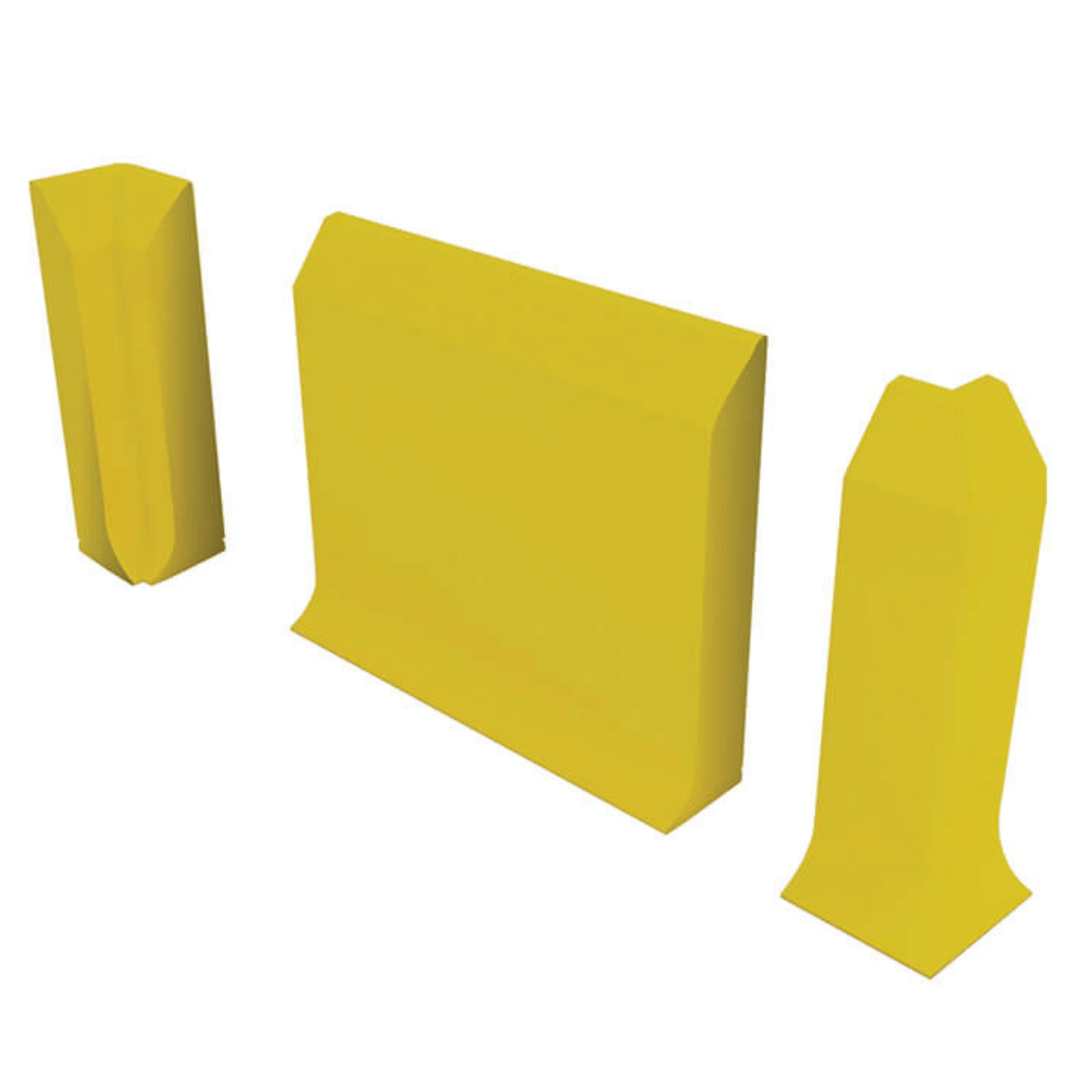
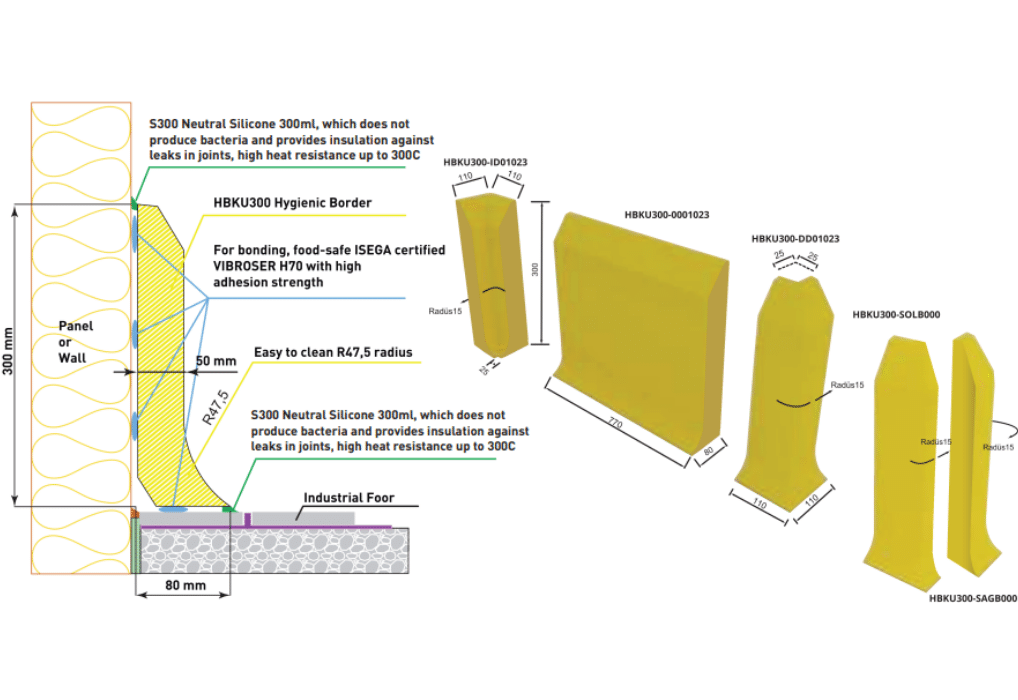
Vibroser’s certified, patented, and proprietary Hygienic Wall Protection Products minimize bacterial growth at the base of walls and panels in industrial facilities while providing antimicrobial, corrosion-resistant, and impact-resistant hygienic solutions. With a global presence, Vibroser continues to support industries worldwide with its high-quality and innovative solutions.