







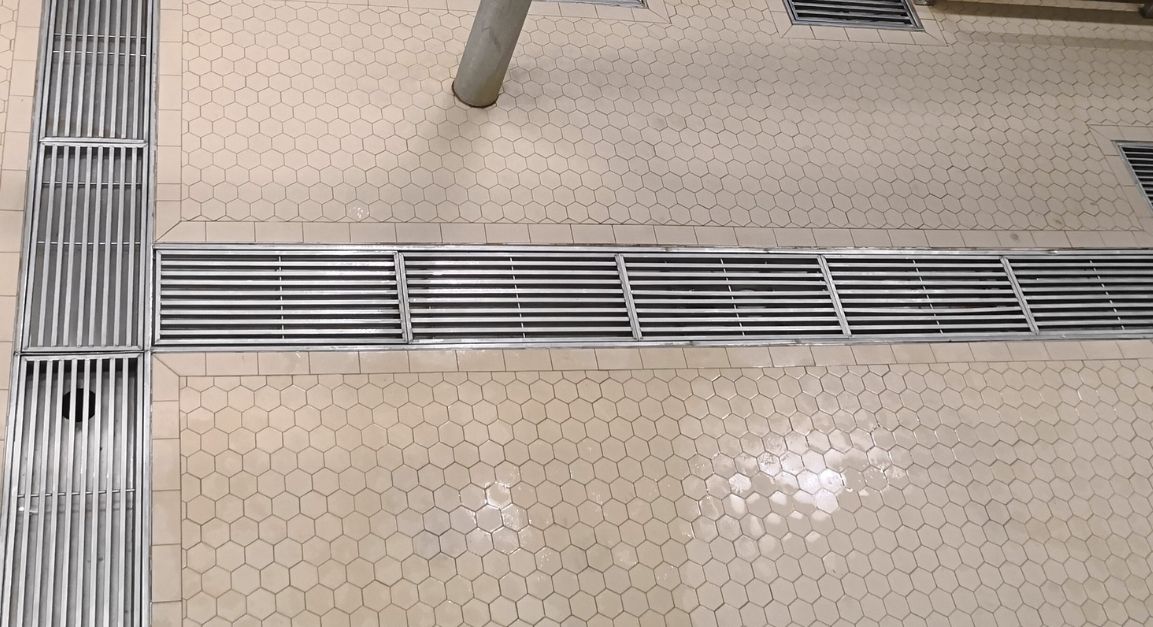
Hygienic Drainage System in Pharmaceutical Industry
Pharmaceutical industries require high hygiene standards to ensure the safety and quality of their products. One of the critical aspects of the industry is the drainage system. It is essential...








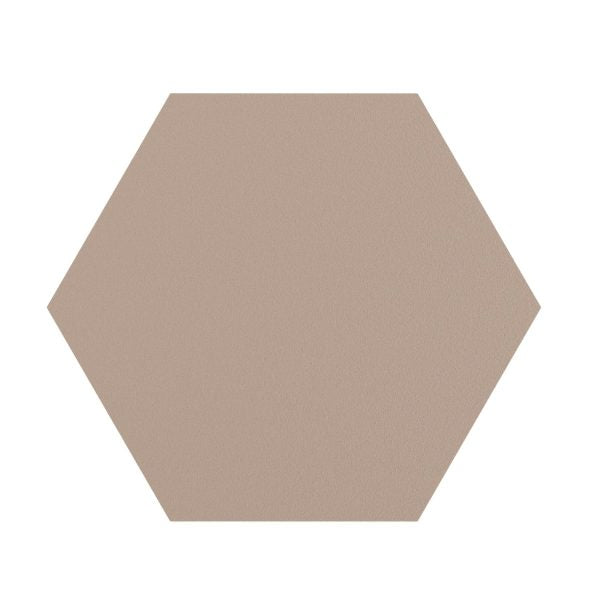





The World’s Most Durable Food-Safe Flooring Solution
The Hexagon Acid Resistant Tile is meticulously designed to meet the rigorous demands of modern industries. Each tile is pressed under 4600 tons of pressure and baked at a temperature of 1200 degrees Celsius, offering superior durability and high resistance, setting a new standard in the construction industry.
These tiles exhibit exceptional resistance to aggressive chemicals, mechanical impact, and thermal shock, making them ideal for industries such as food processing, pharmaceuticals, and chemical production, where hygiene and safety requirements are critical.
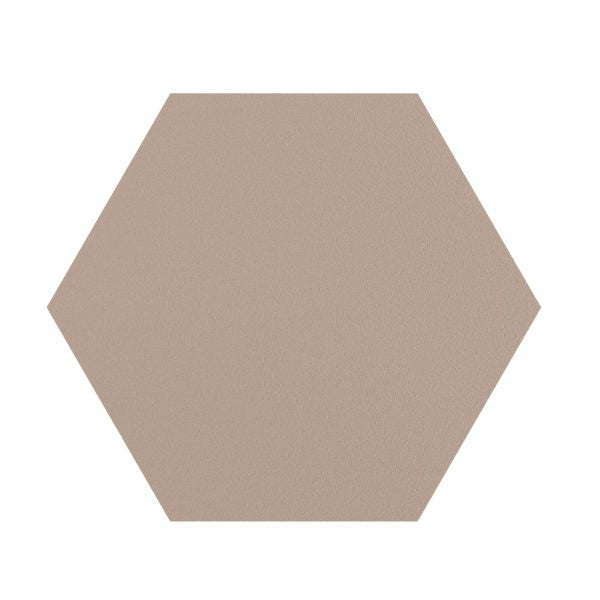
Vibroser Acid Resistant Tiles are manufactured in compliance with FDA, USDA, and HACCP standards, ensuring their safe use in industrial facilities with high hygiene demands. Additionally, they stand out with their slip resistance, easy cleanability, and resilience to heavy loads.
Specifically designed for industrial environments, these tiles maintain hygiene through their antimicrobial properties and retain their performance for many years. Vibroser Acid Resistant Tile withstands extreme temperature fluctuations and heavy traffic, ensuring excellent performance even under the most challenging conditions.





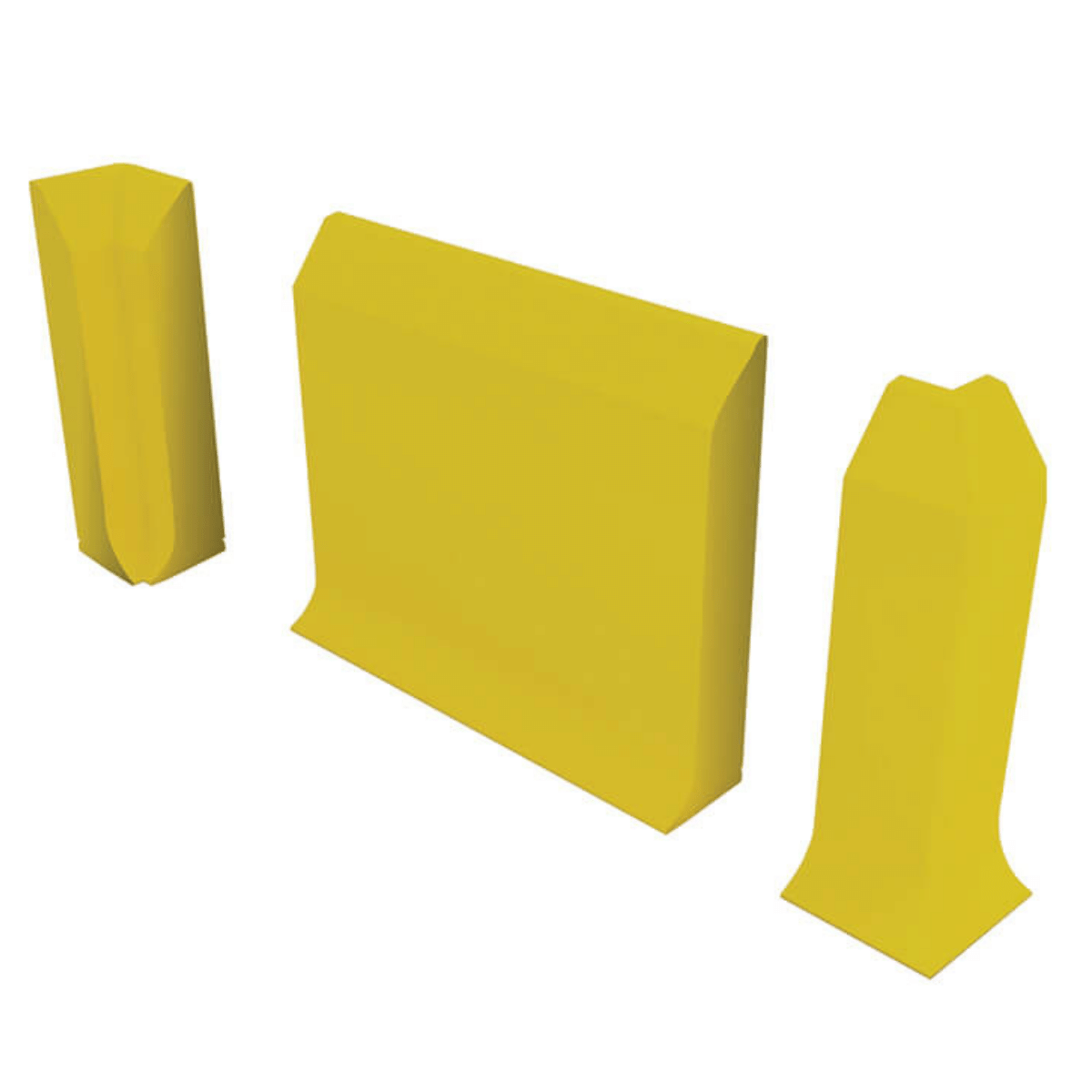




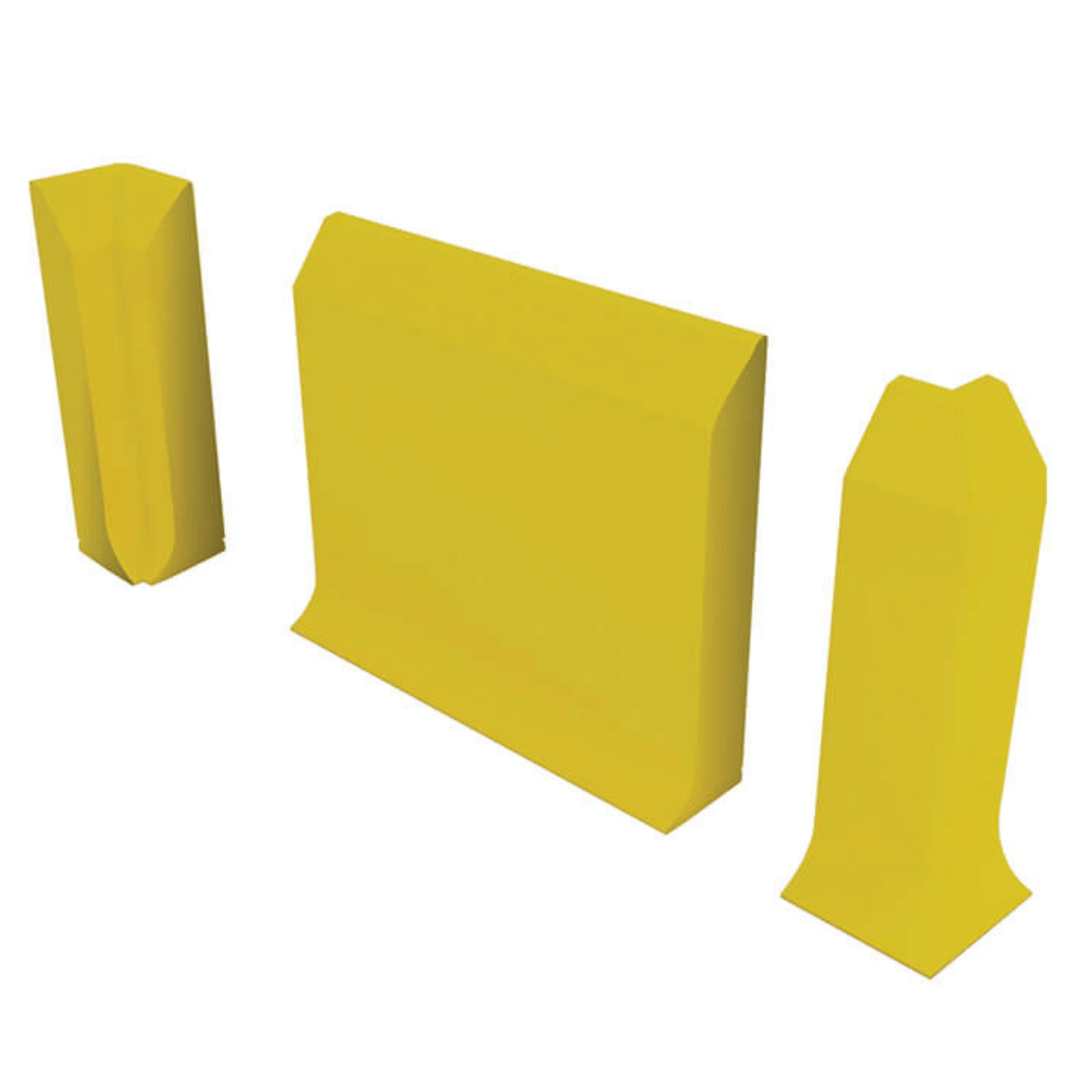
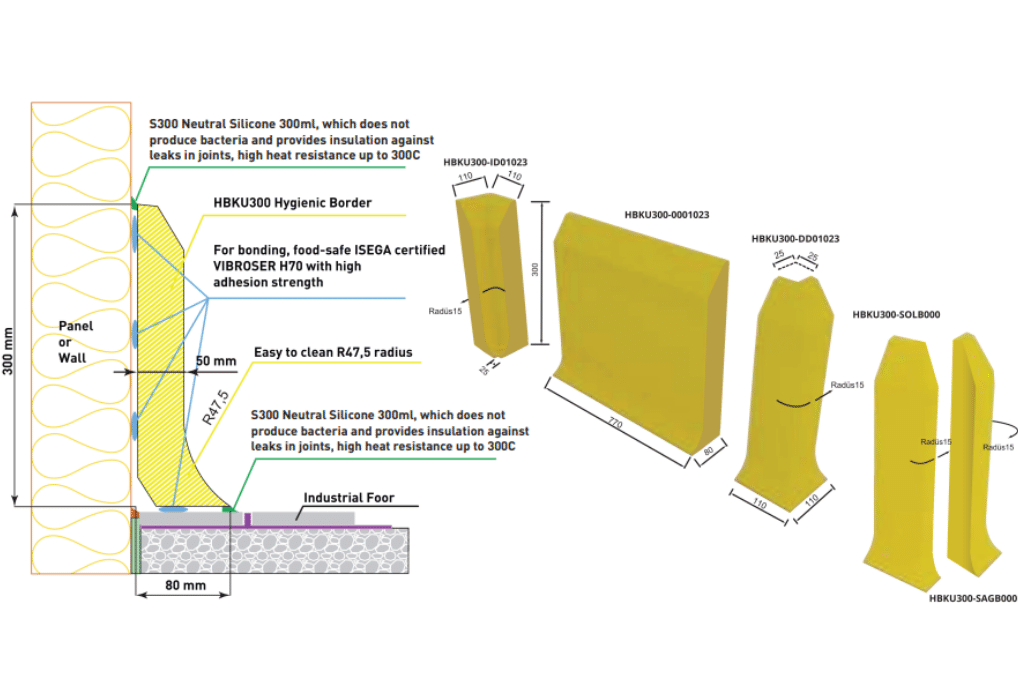
Hygienic Kerb, On Top of the Floor Covering 300x770x50mm protects panels and walls from impacts and bumps. Does not allow the formation of bacteria, resistant to dirt and stains, easy to clean. Resistant to oil, acids, chemicals and cleaning chemicals. It is applied on the floor covering.
Our products do not contain fiberglass. Our products are patented, and all legal rights belong to Vibroser Company.
You can view all our products here.








Stainless Steel Floor Sink, With Tray, 300x300x200 mm, allows the waste water generated in industrial facilities to be transferred to the installation. It is a product of waste water collection channel and drainage systems with siphon assembly.
Stainless Steel Floor Sink, With Tray prevents the formation of bacteria, odor and pest entry due to its easy-to-clean structure. It is produced from AISI304 or AISI316 class stainless steel. Floor drainer with tray is produced as standard or project based.
You can view all our products here.









Vibratory application technique in industrial acid-proof tile flooring begins with removing the existing concrete floor from dirt. The concrete floor is cleaned from dirt, spilled sand, and waste by pressurized water washing machines. After cleaning the floor, the mortar is poured, where the acid-proof tiles will be combined with the floor. After the mortar is poured, the floor is improved to get a smooth floor. Thus, the floor, which is both flat and clean, is made suitable for the placement of acid-proof tile floor mortar. High-quality adhesives are applied to the fresh mortar. After applying high-quality adhesive, acid-proof tiles are assembled parallel to the rope and miter.
Benefits of Vibratory Technique
Highlight how the vibratory application technique ensures a flat and clean surface, promotes high adhesion strength, and minimizes maintenance costs over time.
Versatile VSEE System Features
Emphasize the features of the VSEE Vibration System XW1000, including its CE certification, suitability for extreme temperature environments, and effectiveness in high mechanical strength applications for food industry facilities.
Cost-Effective Flooring Solutions
Discuss the economical advantages of the VSFE and VSFF Vibration Systems, focusing on their ability to provide high-quality flooring solutions with minimal maintenance requirements and time-saving installations.
Durability in Harsh Environments
Promote how the various vibration systems (VSEE, VSFE, VSFF) cater to the specific needs of producers in acidic and caustic environments, ensuring long-lasting durability and performance in food processing applications.


Manufacturing the World's Toughest Acid-Proof Tiles: The Ultimate Food-Safe Flooring Solution!
Acid Proof Tiles, a product of industrial flooring by Vibroser, are pressed with 4600 tons of pressure and subjected to heat of 1200 degrees in an industrial furnace.

Vibratory Ceramic Tiling System
Unlike traditional applications, long-lasting and high-quality floor applications are provided with a vibratory ceramic tiling system. It offers high performance with the application method and all the components used in the application.

Vibroser: Advanced and Durable Solutions in Industrial Flooring and Wall Protection Systems
Guided in real-time by one of our Vibroser experts, we invite you to get up-close and personal with our product range live from the showroom.
Pharmaceutical industries require high hygiene standards to ensure the safety and quality of their products. One of the critical aspects of the industry is the drainage system. It is essential...

Industrial facilities use chemical resistant tiles to obtain a longer-lasting floor compared to similar floor coverings. Industrial areas prefer chemical resistant tile flooring, also known as acid proof tiles, as floor covering...

Hygienic flooring is an important tool used to ensure the hygiene conditions of any business or health institution and to facilitate easy cleaning. Hygienic floor coverings have great importance, especially...