Hexagon Acid Proof Tile 150×175 Medium Gray
Hexagon Acid Proof Tile is produced in 150×175 dimensions and 15 or 18mm thickness. Slip resistance values: R9-R10-R11-R12.
Hexagon Acid Proof Tile is produced in 150×175 dimensions and 15 or 18mm thickness. Slip resistance values: R9-R10-R11-R12.
Hexagon Acid Proof Tile is produced in 150×175 dimensions and 15 or 18mm thickness. Slip resistance values: R9-R10-R11-R12.
Hexagon Acid Proof Tile is produced in 150×175 dimensions and 15 or 18mm thickness. Slip resistance values: R9-R10-R11-R12.

The importance of cold room accessories in maintaining the efficiency and safety of cold storage facilities cannot be overstated. Among these essential accessories, Wall and Panel Protection Products and Cold Room Door Protection stand out for their critical roles in preserving the integrity of the storage environment. Panel Protection Products, a key cold room accessory, safeguard the walls, panels, and columns against physical damage and chemical corrosion. These products are especially valuable in ensuring that the cold room’s structure remains intact and hygienic, even in the most challenging conditions. By preventing the formation of bacteria and facilitating easy cleaning, these cold room accessories contribute significantly to maintaining the overall hygiene and durability of the facility.
Similarly, Cold Room Door Protection is another vital cold room accessory that enhances the safety and functionality of cold storage units. Incorporating safety bollards and stainless steel bollards around cold room doors protects them from potential damage caused by impact with wheeled vehicles like forklifts and pallet trucks. This aspect of cold room accessories is crucial for preventing costly repairs and downtime. Alongside these, other cold room accessories such as LED lighting, air curtains, and temperature monitoring systems play indispensable roles. LED lighting ensures energy-efficient and effective illumination, while air curtains help maintain consistent internal temperatures. Temperature monitoring systems, integral cold room accessories, enable precise climate control, crucial for the storage of temperature-sensitive products. Collectively, these cold room accessories ensure that cold storage facilities operate at peak efficiency, safety, and compliance with regulatory standards.
Now, we will examine 9 important accessories for cold rooms. These are essential accessories that every cold room must have.

Panel Protection Products: Panel Protection Products are essential for safeguarding the integrity of cold room panels, which are among the most crucial areas to protect. These products boast smooth surfaces that are resilient to chemicals and acids, making them ideal for use on walls, panels, columns, and panel bottoms. Often, these areas are neglected during cleaning, leading to hygiene maintenance issues. However, hygienic panel protection products, particularly the skirting boards, are designed to prevent bacterial growth even in hard-to-reach places. Their radius form facilitates easy cleaning. Importantly, these products offer robust defense against damages caused by collisions from wheeled vehicles like pallet trucks and forklifts, preventing punctures and cracks in the cold room panels. Additionally, their visible color serves as a “WARNING BAND”, enhancing safety and indicating areas that require special attention. Due to their ease of maintenance and cleaning, these panel protection products present a more sustainable, efficient, and lasting solution compared to other alternatives, ensuring both hygiene and structural integrity in critical environments.
Shelving Systems: Shelving systems in cold rooms are designed to maximize storage efficiency while withstanding the unique challenges of a low-temperature environment. Typically made from materials like stainless steel or anodized aluminum, these shelving units are resistant to corrosion and cold, ensuring longevity and hygiene. Their design often includes adjustable shelves, allowing for flexible storage options that can be tailored to accommodate a variety of products, from food items to pharmaceuticals. The open-wire construction of many cold room shelves promotes air circulation, crucial for maintaining consistent temperatures and reducing cooling costs. Durable and easy to clean, these shelving systems are an essential component in cold rooms, contributing significantly to the organized and efficient operation of these critical storage spaces.
Temperature Monitoring System: A Temperature Monitoring System in cold rooms is a critical component for ensuring the optimal preservation of stored goods. This system typically comprises digital sensors that continuously measure and record the temperature within the cold room, ensuring it remains within a specified range. These sensors are often connected to a central monitoring unit, which can alert personnel in case of any deviations from the set temperature thresholds. This real-time monitoring is essential for maintaining the quality and safety of temperature-sensitive products, such as food, pharmaceuticals, and biological samples. Advanced systems may also offer remote monitoring capabilities, allowing operators to check and adjust temperatures from different locations, ensuring precise control over the cold room environment. This not only enhances the efficiency of cold storage operations but also plays a crucial role in compliance with regulatory standards and in minimizing waste due to temperature fluctuations.
Air Curtains: Air curtains in cold rooms are an innovative solution designed to maintain consistent internal temperatures and enhance energy efficiency. These devices create a powerful, invisible air barrier at the entrance, effectively separating the cold room’s internal environment from external conditions. When the door is opened, the air curtain prevents the influx of warmer air and the escape of cold air, thereby reducing thermal loss. This not only helps in maintaining the optimal temperature necessary for preserving stored items, especially perishables, but also significantly cuts down on energy costs associated with cooling. Moreover, air curtains also play a role in enhancing hygiene by reducing the entry of contaminants and airborne particles into the cold room. Easy to install and maintain, air curtains are a vital addition to cold rooms, contributing to both operational efficiency and the prolongation of product freshness and quality.
LED Lighting: LED lighting in cold rooms is a highly efficient and effective lighting solution, tailored to the unique demands of these low-temperature environments. Unlike traditional lighting, LEDs perform exceptionally well in cold conditions, offering consistent, bright illumination without being affected by the low temperatures. This is crucial for visibility and safety in cold storage areas. LED lights are also energy-efficient, consuming significantly less power than conventional bulbs, which translates to lower energy costs—a vital consideration in cold rooms where temperature control systems are already energy-intensive. Additionally, LEDs have a longer lifespan, reducing the frequency of replacements and maintenance, which is particularly beneficial in cold rooms where changing lights can be challenging and disruptive. Their compact design and versatility make them suitable for various configurations, ensuring uniform lighting across the storage space. By providing bright, cost-effective, and durable lighting, LED solutions play a crucial role in the efficient operation of cold rooms.

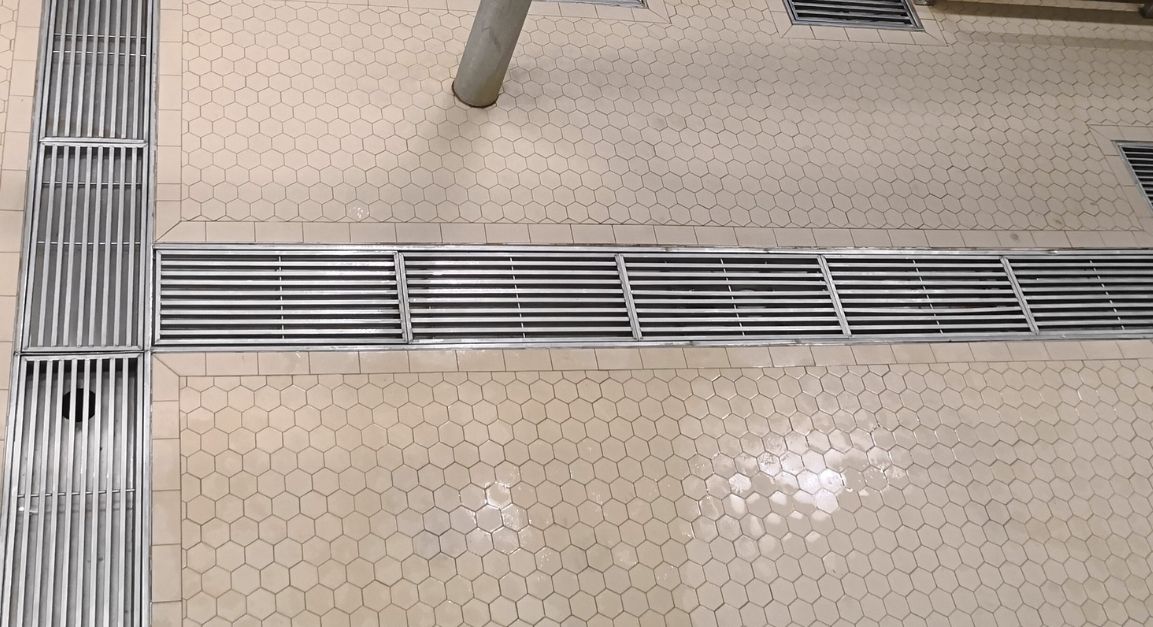
Floor Heating Systems: Floor Heating Systems in cold rooms, complemented by acid-proof tiles, provide an optimal solution for maintaining a stable and safe environment. These heating systems are crucial in preventing the floor from freezing, a common issue in cold storage areas, which can pose significant safety hazards such as slipping. The integration of acid-proof tiles as a flooring material enhances this functionality, as these tiles are not only resistant to the low temperatures but also offer superior durability and resistance to corrosive substances that may be present in the cold room. This combination ensures a robust insulation layer, contributing to the overall thermal efficiency of the space. The floor heating system operates by distributing heat evenly across the floor area, thereby ensuring that the entire room maintains a consistent temperature, crucial for the preservation of stored goods. This system, in tandem with the acid-proof tiles, forms an efficient, durable, and safe flooring solution, making it an ideal choice for cold rooms where maintaining precise temperature control and safety is paramount.
Humidity Control Systems: Humidity Control Systems in cold rooms are essential for maintaining the ideal moisture levels, crucial for the preservation and quality of stored goods, particularly in environments where both temperature and humidity need to be tightly controlled. These systems work by constantly monitoring and adjusting the humidity levels within the cold room, ensuring they stay within the desired range. This is particularly important for products like fresh produce, meats, and dairy, where too much humidity can lead to mold growth and spoilage, and too little can cause drying out and loss of quality. The systems often include sensors that provide real-time data and can be integrated with automated controls for precise adjustments. This level of control not only helps in extending the shelf life of perishable items but also plays a significant role in adhering to health and safety standards. By stabilizing the internal atmosphere of the cold room, humidity control systems contribute to an optimal storage environment, enhancing both the efficiency and effectiveness of cold storage operations.
Door Heaters: Door Heaters in cold rooms serve a crucial function in maintaining the operational efficiency and structural integrity of these storage spaces. In extremely low-temperature environments, there is a significant risk of doors becoming frozen shut, a problem that door heaters effectively counteract. These heaters are typically installed around the door frame, generating enough warmth to prevent ice from forming and ensuring that the door seals do not freeze to the frame. This not only aids in preserving the seamless operation of the cold room, allowing for easy access at all times, but also helps in preventing potential damage to the door mechanism due to ice buildup. Additionally, door heaters contribute to maintaining the overall temperature consistency of the cold room by preventing cold air from escaping and warm air from entering when the door is in use. Their installation is a strategic measure to enhance the functionality and accessibility of cold rooms, ensuring that they remain efficient and reliable in their purpose.
Cold Room Door Protection: Cold Room Door Protection is an essential aspect of maintaining the safety and integrity of cold storage facilities, with products like Safety Bollards and Stainless Steel Bollards, specially produced by Vibroser, playing a pivotal role. These bollards are strategically placed around cold room doors to absorb and deflect impacts from wheeled vehicles such as pallet trucks, forklifts, and even trucks, which are a common occurrence in busy storage environments. The Safety Bollards, in particular, are manufactured from materials fully compliant with food safety standards, ensuring they are suitable for use in environments where food is stored and handled. This is crucial in maintaining a hygienic and safe storage area. The durability and robustness of these bollards protect the cold room doors from potential damage caused by collisions, thereby preserving the structural integrity of the storage facility and ensuring continuous, uninterrupted operation. This protective measure not only minimizes repair and maintenance costs but also enhances the overall safety and efficiency of the cold room operations.

Panel Protection Products are essential accessories designed to protect the walls, panels, and other surfaces in cold rooms. They are resistant to chemicals and acids, making them ideal for maintaining hygiene and structural integrity.
Shelving Systems are crucial for maximizing storage efficiency in cold rooms. Made from materials like stainless steel, they withstand low temperatures and help organize products effectively.
How do Temperature Monitoring Systems benefit cold rooms?
Temperature Monitoring Systems in cold rooms ensure the optimal preservation of stored goods by continuously monitoring and recording the temperature, essential for maintaining the quality of temperature-sensitive products.
Air Curtains maintain consistent internal temperatures in cold rooms. They create an air barrier at entrances, reducing thermal loss and enhancing energy efficiency.
LED Lighting is energy-efficient and performs well in cold conditions, providing consistent, bright illumination crucial for safety and visibility in cold storage areas.
Can you detail the technical advantages of using Floor Heating Systems with acid-proof tiles in cold rooms?
Floor Heating Systems, combined with acid-proof tiles, provide an effective solution for maintaining stable temperatures and preventing safety hazards like slipping. These systems distribute heat evenly and offer resistance to corrosive substances, enhancing the cold room’s thermal efficiency.
Humidity Control Systems in cold rooms are sophisticated accessories that maintain ideal moisture levels. They monitor and adjust humidity to prevent spoilage and quality loss in perishable items, crucial for environments needing strict temperature and humidity control.
Door Heaters prevent doors in cold rooms from freezing shut, ensuring operational efficiency and structural integrity. They maintain temperature consistency by preventing cold air from escaping and warm air from entering during usage.
Safety Bollards and Stainless Steel Bollards, used for Cold Room Door Protection, safeguard against impacts from vehicles. They are crucial for maintaining the structural integrity and uninterrupted operation of cold storage facilities.

Food-safe wall panels ensure the application of high hygiene conditions, which are very necessary for businesses. Thanks to the acid proof and anti-bacterial properties of the food-safe wall panels, it minimizes the formation of microorganisms. It protects walls and columns from impacts and provides long-lasting use.
Hygienic wall protection is special protection panels applied to walls and corners that provide hygienic conditions, especially in food production enterprises. It is very important to provide the necessary hygienic conditions in food production areas. Failure to provide hygiene in food production jeopardizes consumer health. Especially at the bottom of the walls and panels, bacteria formation occurs frequently. Food-safe wall panels, which Vibroser produces to prevent the formation of bacteria in these areas, are very important for providing a hygienic environment.
Although cleaning is carried out, especially in areas such as walls or corners, bacterial growth may occur that cleaning tools cannot reach. This leads to greater hygiene problems as time goes on. In this case, the required hygiene in-wall and corner connections are only possible with hygienic wall protection panels.

In food production facilities, products that are not suitable for health and hygiene conditions may cause the business to come to a halt. Therefore, it is very important to take the necessary safety and hygiene measures. Since it is difficult to clean the wall and corner areas between cleaning processes, it is only possible to keep these areas clean with wall panels for the food industry. Hygienic wall protection panels prevent bacteria formation in areas where you apply them. In this way, they provide an important advantage for businesses.
They provide a cleaner appearance by eliminating the formation of bacteria and providing protection against dust, dampness, and similar contamination that may occur in these areas. Thanks to it, wall panels for the food industry, which also prevent the wear of the area, greatly affect the creation of sheltered, clean, hygienic, and aesthetic-looking regions. In addition, these panels do not damage the wall and the area where you use them in any way and are suitable for easy removal .
Food-safe wall panels offer a wide range of usage areas. Food production is an area that requires much more attention than other production sites. This is only possible with food-grade wall panels, as it is important to ensure the right hygiene conditions in these areas. The usage areas of these special products we can list as follows for food businesses;
Wall panels are suitable for use in all production or processing areas in the food industry. Food-safe wall panels are suitable for small and very large businesses. In addition to the high protection conditions they provide, they also cause a more beautiful appearance in terms of aesthetics.

Food-safe wall panels offer the right solutions for areas where hygiene is very important. Thanks to its production in different sizes, it provides the right solutions to the structural features of the business. It is also suitable for use in large facilities with a large area. It is especially advantageous to use in large facility areas. Because it is difficult to clean these areas, food processing wall panels also allow easy cleaning. It eliminates dirt and problems that may occur at walls and panel bottoms.
With these features, food-safe wall panels create great advantages.

Vibroser hygiene baseboard panel protectors are produced as a solution to the hygiene needs of enterprises. They are food safe and products with migration test certificates. Vibroser hygiene skirting panel protectors do not contain glass fiber for human health and food safety. Our products are registered. You can request special production for your project by contacting us.





























")