Acid Proof Tile 200×200 Brown
Acid Proof Tile is produced in 200×200 dimensions and 15 or 18mm thickness. Slip resistance values: R9-R10-R11-R12.
Acid Proof Tile is produced in 200×200 dimensions and 15 or 18mm thickness. Slip resistance values: R9-R10-R11-R12.
Acid Proof Tile is produced in 200×200 dimensions and 15 or 18mm thickness. Slip resistance values: R9-R10-R11-R12.
Acid Proof Tile is produced in 200×200 dimensions and 15 or 18mm thickness. Slip resistance values: R9-R10-R11-R12.
Acid Proof Tile is produced in 200×200 dimensions and 15 or 18mm thickness. Slip resistance values: R9-R10-R11-R12.
Acid Proof Tile is produced in 200×200 dimensions and 15 or 18mm thickness. Slip resistance values: R9-R10-R11-R12.
Acid Proof Tile is produced in 200×200 dimensions and 15 or 18mm thickness. Slip resistance values: R9-R10-R11-R12.
Acid Proof Tile is produced in 200×200 dimensions and 15 or 18mm thickness. Slip resistance values: R9-R10-R11-R12.
Acid Proof Tile is produced in 200×200 dimensions and 15 or 18mm thickness. Slip resistance values: R9-R10-R11-R12.















































Vibratory application technique in industrial anti-acid porcelain tile flooring begins with removing the existing concrete floor from dirt. The concrete floor is cleaned from dirt, spilled sand, and waste by pressurized water washing machines. After cleaning the floor, the mortar is poured, where the anti-acid tiles will be combined with the floor. After the mortar is poured, the floor is improved to get a smooth floor. Thus, the floor, which is both flat and clean, is made suitable for the placement of anti-acid tile floor mortar. High-quality adhesives are applied to the fresh mortar. After applying high-quality adhesive, anti-acid tiles are assembled parallel to the rope and miter.
After the tile installation process, pre-compression is performed, ensuring no space between the floor and the tiles. This technique is called the vibratory compression technique because horizontal and vertical vibration movements are used during compression. After all these applications, it should be left for a while for the floor to become suitable for the application. In this process, the tiles are frozen by the mortar’s own heat, as the water absorption rate is zero. After the vibration process is completed and left for a while, a dust vacuum process is applied to clean the surfaces. Then, a liquid epoxy filling is applied to the joints.
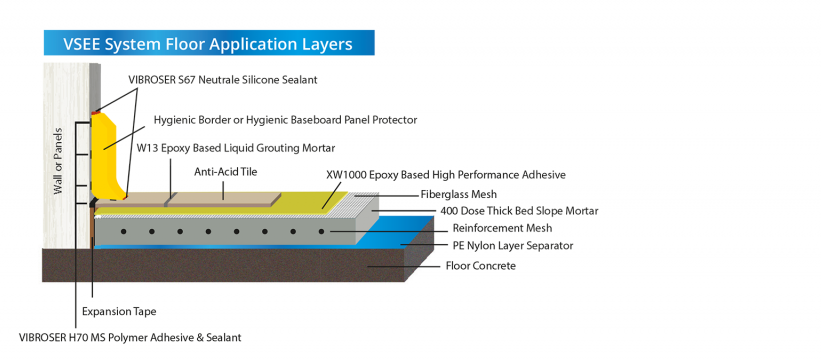
it has been accepted in facilities with (-40 – +70) degrees heat environment on the floors of food factories in developed countries. The VSEE system is a CE-certified XW1000, gel paste type epoxy-based adhesive and epoxy-based W13 liquid joint filler application, which has been specially developed for the vibratory application method and has a much higher adhesion strength than its counterparts, and is also applied with a machine system.
VSEE is an indispensable solution for installations that require particularly high mechanical strength. Solving the solid and long-lasting floor needs of hot and cold rooms, acidic and caustic environments of all kinds of food, meat, milk, fish, beverage, and bakery product producers. It is a system where masters made 400 doses of m3 400 kg of cementitious thick bed mortar and ceramic application on the same day and saved time.
It is a high-strength cement-based, two-component C2TE S1 class flex adhesive and machine system epoxy-based W13 liquid joint filler application. This is a suitable system, especially for industrial facilities that require medium and weak chemical resistance and medium-light mechanical strength.
It is a time-saving system, thanks to the application of 400 doses of thick bed mortar and ceramics in the same day while solving the floor needs of all kinds of meat, milk, fish, beverage, and bakery product producers in acidic and non-caustic environments.

It is an economical application that uses the advantages of vibrating system application with high strength two-component C2TE S1 class flex adhesive and CG2 class flex joint filler. Therefore, it is a suitable system especially for industrial facilities that require medium-light mechanical strength (markets etc.) and operate at dry and normal temperatures.
It is the most economical solution alternative thanks to its minimum maintenance requirement. Also, it is a time-saving system, thanks to the application of 400 doses of thick bed mortar and joint filling with ceramics on the same day.


In food factories, basically, hygiene starts from the floor. Food manufacturing flooring should be constructed in a way that is not harmful to human health. Antibacterial, easily wipeable, non-slip feet and floors that do not release toxic substances are indispensable for food production. Also, for some facilities floors must be resistant to highly acidic raw materials and foods. The food factory flooring must be strong enough to carry machinery, storage systems, and auxiliary equipment to be used by the personnel.
Food Manufacturing Flooring Antibacterial Hygienic Floors
Food sector safety is of critical importance for human health. The manufacturer must produce the food we consume under hygienic conditions. One of the essential features that food production floors should have is protection against bacteria. It is impossible to ensure food safety on a ground that facilitates bacteria production. Another of the conditions that the food production facility floors must meet is antibacterial properties. Waterproofing is a hygienic requirement.
The cleanliness of the floor is essential for food processing flooring hygiene. Regular intervals of floor cleaning prevent bacteria formation. Easy-to-wipe floors provide you with effective cleaning. If the floor is not easily wiped, it can cause you to encounter more stubborn dirt. It will cause contamination that will never come off the floor in some cases. These permanent defects that accumulate over time require you to renew the base.
Because of its easily wiped property, it increases the working efficiency of cleaning staff. The cleaning staff’s more efficient work allows them to clean more floor space. Therefore, you can reduce your cleaning personnel expenses.
Cleaning staff should clean the surface of easily wiped floors in accordance with the type of surface. An easy-to-wipe food processing flooring covering should have a structure that can be easily cleaned just with water. If the cleaning staff cleans the floor with special machines in large areas, the floor must be suitable for the device. Anti-acid tile floors meet all these requirements in food processing flooring applications.

Non-slip floors are an important point in the personnel and occupational safety of ood factory flooring. Various liquids can be spilled on the floor during production. For instance, the floor may become slippery due to additional moisture, such as water vapor.
Above all, Vibroser in the non-slip floor is not impaired the antibacterial feature. We achieve anti-slip quality by increasing the roughness of the surface. In addition for this reason, on floors, this kind of surface can form a surface that facilitates bacteria production and retention is formed. Vibroser tries to provide anti-slip floors with a smooth surface as much as possible.
Anti-slip features can be achieved not only by increasing the grit but also by various chemical surface coatings. It is important to use chemicals suitable for food production. Also, it should not reduce its easy wipe ability; furthermore, an overly sticky floor will not slip but will be difficult to clean.
Some floor applications, by their nature, constantly release various substances around them. For example, some granites and marbles emit radiation. For this reason, it is not a suitable option for food production facility floors. Also, some natural stones release gas and should not be preferred.
All kinds of coatings which producer use on the surface should not be harmful to health in terms of substance release. above all, especially anti-slip and antibacterial porcelain tile surface coatings are food-safe applications.
Undoubtedly, food factories are places where various chemicals are used. Acids are one of the chemicals used in many food factories. Some acids can damage other substances. In other words, acid resistance is a crucial point in food production floors. Acids spilled due to personnel fault or machinery/storage malfunctions can damage floors that do not have antacid properties. A damaged ground will cause financial damage to the facility.
Some cleaning materials contain acids. The acidic cleaning materials you use can damage the surface. In other words, antacid floors prevent damage caused by cleaning materials.
In industrial floor applications, acid proof tile floors are the most preferred products. Acid proof tile floor used in food production facilities where high acid resistance is required can be easily wiped and has antibacterial properties.
Machines used in food factories can be pretty heavy. For these machines weighing several tons, the ground must be sufficiently durable. That is why the manufacturers should consider the facility’s machine park when choosing the food manufacturing flooring. An unsuitable base is a potential hazard for occupational accidents.
Storage areas are another critical point in terms of weight. Likewise, producers should consider the storage areas and the materials to be store when they make planning manufacturing flooring
Anti-acid porcelain tile applications do not require maintenance; it has a structure that you can clean with plain water. It provides long-lasting use on the floors of the facilities.
The best floor anti-acid porcelain tile floor applications for food production facility. It is the most effective floor solution in meeting the food facility’s hygiene standards. Acid proof tiles meet all the facility’s needs with their easy-to-clean and stain-free structure. It is long-lasting and does not require maintenance. All these aspects provide savings to the business.
When planning a food production facility, the ground:
In food factories with an unsuitable floor: Tile can not provide hygiene; also, it jeopardizes job security. Due to it creates an additional financial burden.