")

")
Exceptional Durability for High-Traffic Areas. Superior Strength and Resistance.
Resilience Against Acid, Chemical and Alkali Exposure. Optimized for Food Industries.
Certified Quality and Standards Compliance. Proven Track Record.


1st Quality

Material Composition: Our tiles are high-quality porcelain with a vitrification process, making them stronger than steel.
Thickness Options: Available in 15mm and 18mm, ensuring durability in high-traffic areas.
Slip Resistance: Our tiles have slip resistance ratings from R9 to R12 for secure grip in oily environments.
Chemical Resistance: Resistant to acids, alkalis, and chemicals found in industrial settings.
Low Water Absorption: With less than 0.20% absorption rate, our tiles resist warping and degradation.
Impact Resistance: Designed to withstand heavy impacts, ensuring long-term durability.
Resistance to Abrasion: Engineered for heavy foot traffic and abrasive wear, reducing maintenance needs.
Hygienic Properties: Easy to clean and resistant to chemicals for hygienic environments.
Antimicrobial Properties: Inhibits bacteria, mold, and mildew growth, reducing contamination risk.
Fire Resistance: Tested for fire resistance, providing safety in industrial settings.
UV Stability: Retains color and integrity in sunlight, suitable for indoor and outdoor use.
Frost Resistance: Withstands freezing temperatures, suitable for cold environments.
Color Retention: Maintains color over time for aesthetically pleasing surfaces.
Longevity: Offers long-lasting protection against heavy loads and chemicals.
Eco-Friendly: Manufactured with environmentally friendly processes and materials.
Installation Flexibility: Offers various installation methods, including vibratory laying.
Customization Options: Available in different colors, patterns, and finishes.
Application Areas: Ideal for various industries where durability, chemical resistance, and hygiene are essential.
Compliance: Meets FDA, USDA, HACCP, EHEDG standards for use in food processing.
Warranty Coverage: Backed by a comprehensive warranty against defects and wear.
ISO 10545-2 Dimensions and surface quality / No any visible defect: PASS
ISO 10545-3 Water absorption: PASS
ISO 10545-4 Breaking Strength (Newton) / 3500: PASS
ISO 10545-4 Modulus of rupture (N/mm2) / 45: PASS
ISO 10545-5 Impact resistance by measurement of coefficient of restitution / 0.87: PASS
ISO 10545-7 Resistance to Surface abrasion_İntended for use on floors / Class: 3, Cycle: 750: PASS
ISO 10545-8 Determination of linear thermal expansion / 5,95 x 10-6 / ºC: PASS
ISO 10545-9 Resistance to thermal shock / Resistant: PASS
ISO 10545-10 Moisture expansion, in mm. / m. / 0.1: PASS
ISO 10545-11 Crack resistant / Resistant: PASS
ISO 10545-12 Frost resistance / Resistant: PASS
ISO 10545-13 Resistance to low concentrations of acids and alkalis / LA: PASS
ISO 10545-13 Resistance to high concentrations of acids and alkalis / HA: PASS
ISO 10545-13 Resistance to household chemicals and swimming pool salts / A: PASS
ISO 10545-14 Resistance to stains / 5: PASS
ISO 10545-15: Lead and cadmium given off by tiles / Pb <0,1 Cd<0,01: PASS
EN 101: Surface hardness Mohs: PASS
DIN 51094: Color resistance to light / Resistant: PASS
Test Report for Acid Proof, Industrial, Heavy-Duty Tiles
Catalogs for Acid-Proof, Industrial, Heavy-Duty Tiles
Technical Datasheet for Acid Proof, Industrial, Heavy-Duty Tiles

Free Samples

Rated Excellent

Expert Advice
Full Services

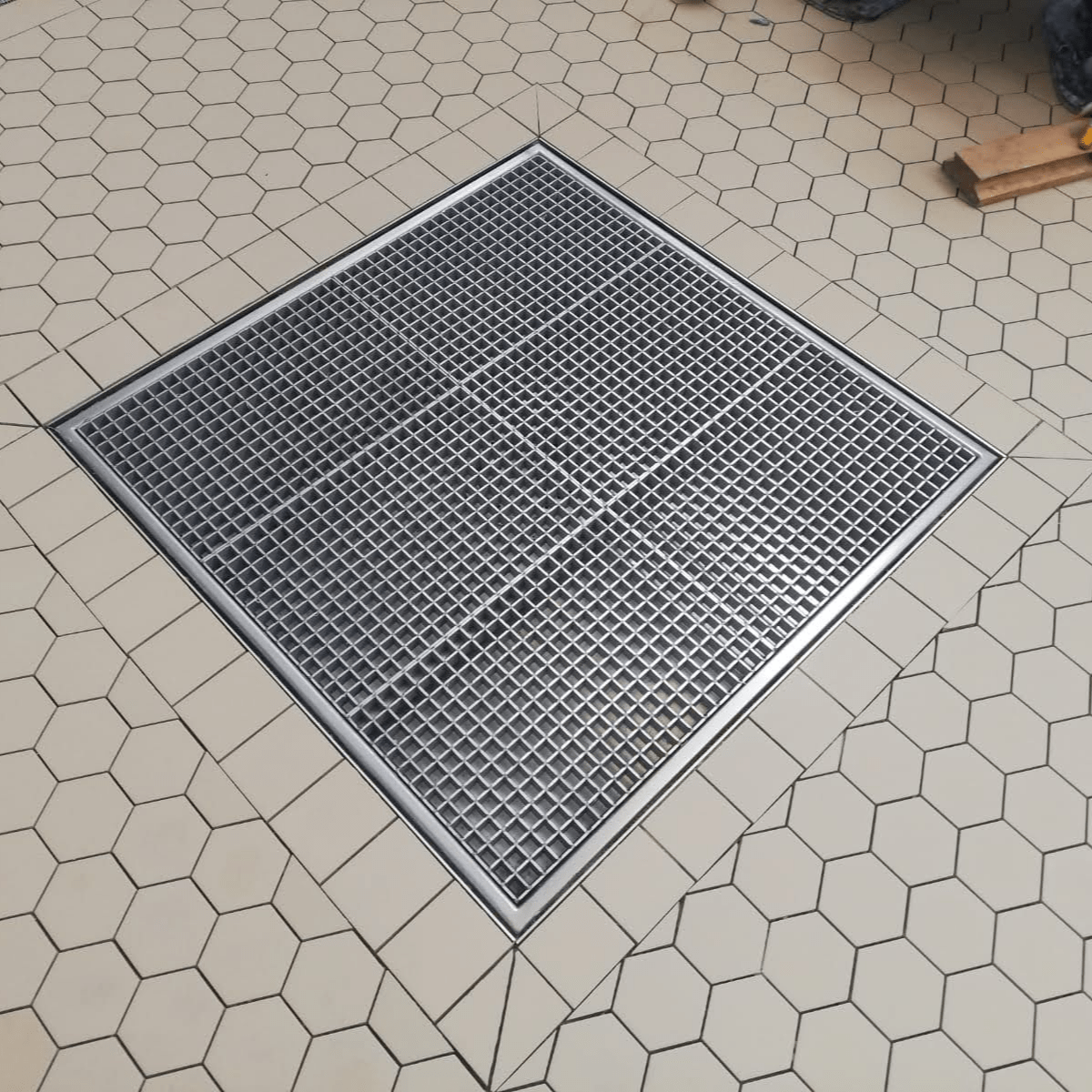
Introducing the Hexagon Acid Proof Tile, an unparalleled solution meticulously engineered by Vibroser to meet the stringent demands of modern industries. Crafted under intense pressure and extreme temperatures, each tile undergoes a meticulous manufacturing process, pressed at an astounding 4600 tons of pressure and baked in an industrial oven at temperatures reaching 1200 degrees Celsius. This meticulous method ensures that the Hexagon Acid Proof Tile emerges as the epitome of durability and resilience, setting a new benchmark in the construction industry for robust materials.
As a leader in Heavy Duty Tile manufacturing, Vibroser has revolutionized acid-proof flooring solutions with its innovative approach and unwavering commitment to quality. Our Acid Proof Tiles have earned acclaim across diverse industrial sectors, from food processing to pharmaceuticals, thanks to their exceptional resistance to aggressive chemicals, mechanical stress, and thermal shock.
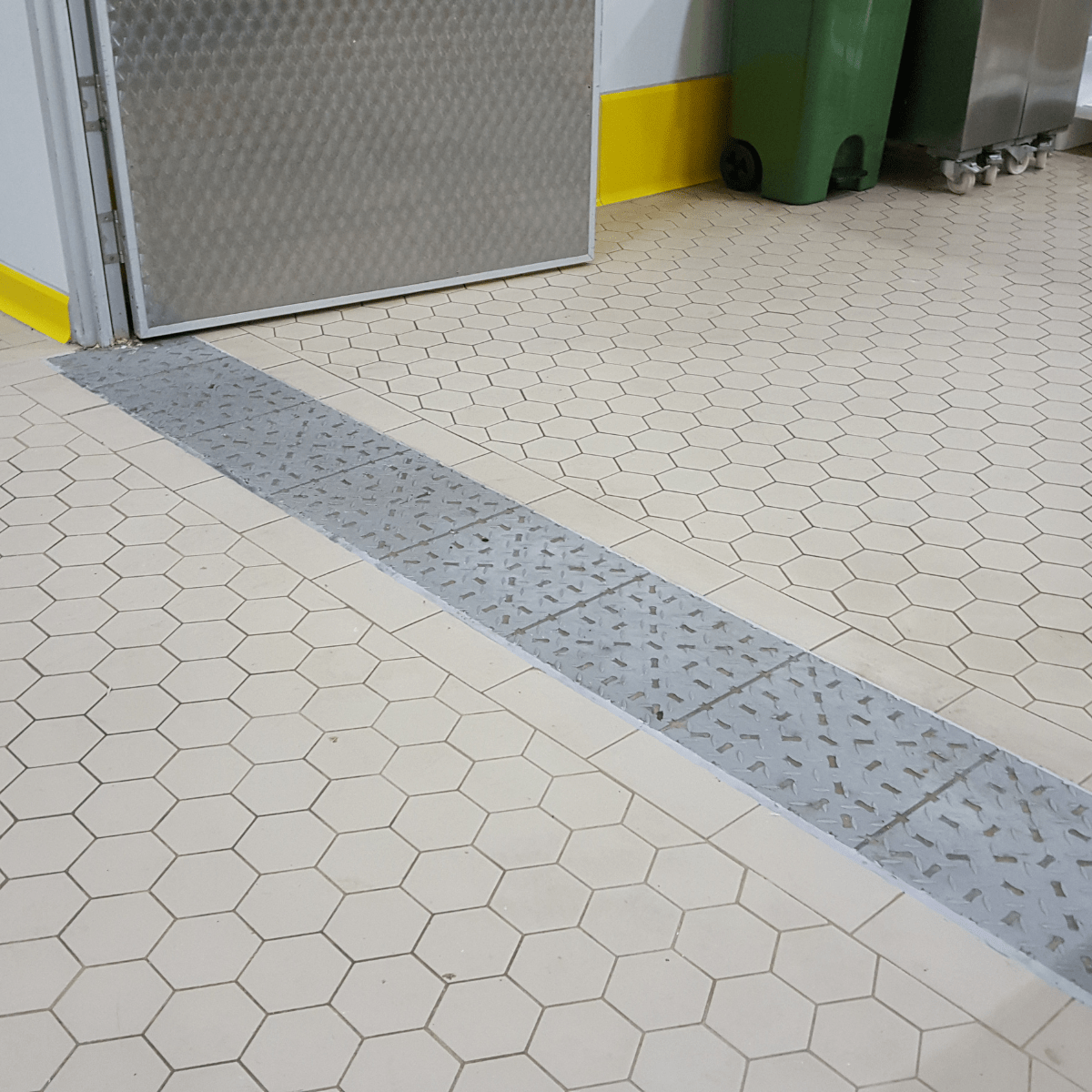
The resilience of Vibroser Acid Proof Tiles is unparalleled, making them ideal for high-traffic areas and environments exposed to significant stress. Renowned for their remarkable breaking strength, these tiles offer unmatched durability across a wide spectrum of industrial settings, from small-scale operations to extensive manufacturing facilities. Engineered specifically to endure the toughest conditions, Vibroser Acid Proof Tiles have cemented their reputation as some of the most reliable porcelain tiles for acid-resistant applications.
Renowned for their exceptional impact and abrasion resistance, Vibroser Acid Proof Tiles continue to demonstrate outstanding performance even after 30 to 40 years of rigorous use in highly demanding environments. These tiles have proven their resilience on aggressive surfaces, maintaining their excellent performance over time and solidifying their reputation as an enduring solution for industrial flooring needs.
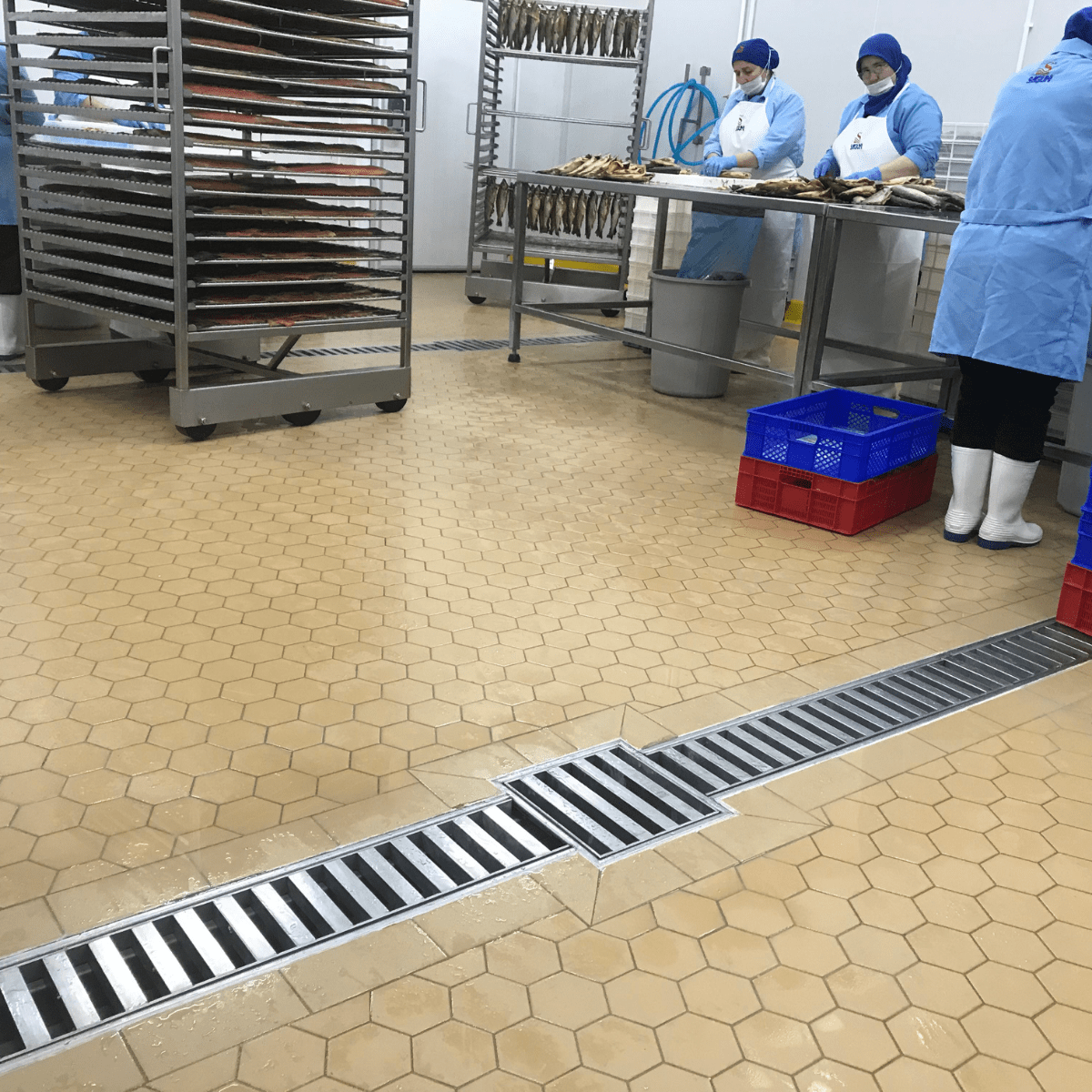
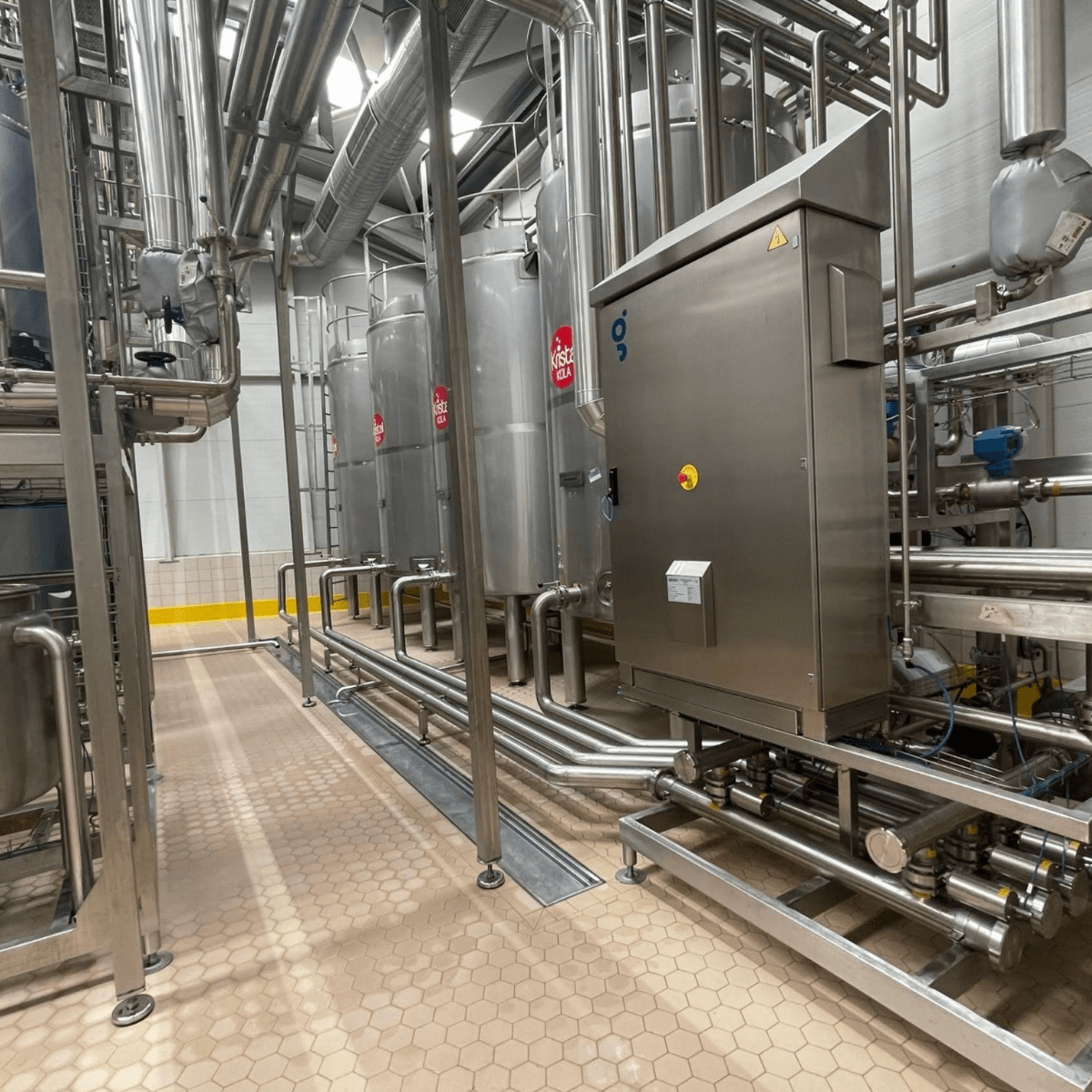
In food manufacturing environments, where exposure to corrosive by-products and contaminants like fats, hot oils, blood, sugar solutions, and natural food acids is inevitable, maintaining sanitary integrity is paramount. Insufficiently robust surfaces in clean zones can deteriorate, leading to uncontrolled bacterial growth and increased contamination risks. To address this, it’s crucial to employ a floor finish that facilitates fast and effective cleaning to remove all contaminants from the area.
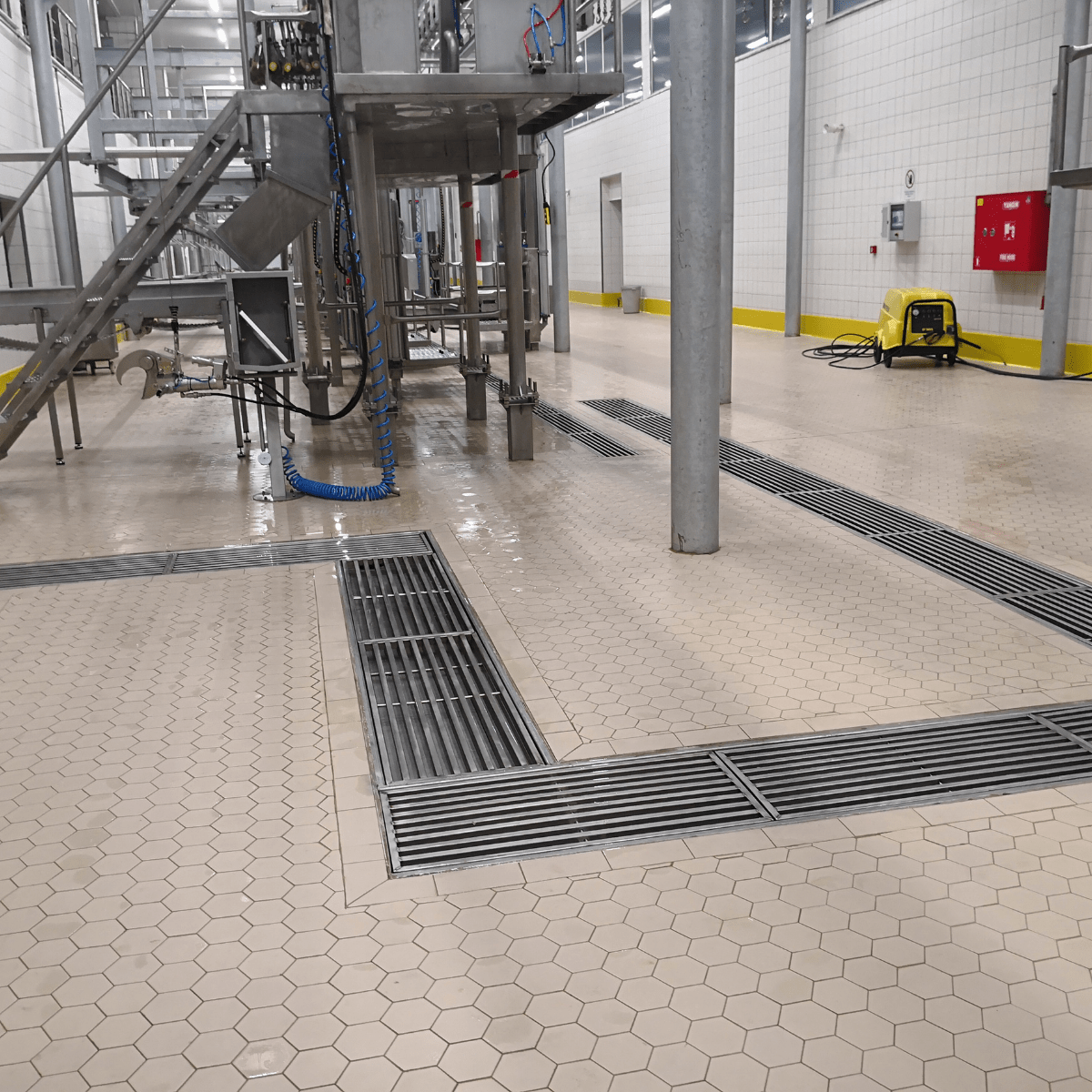
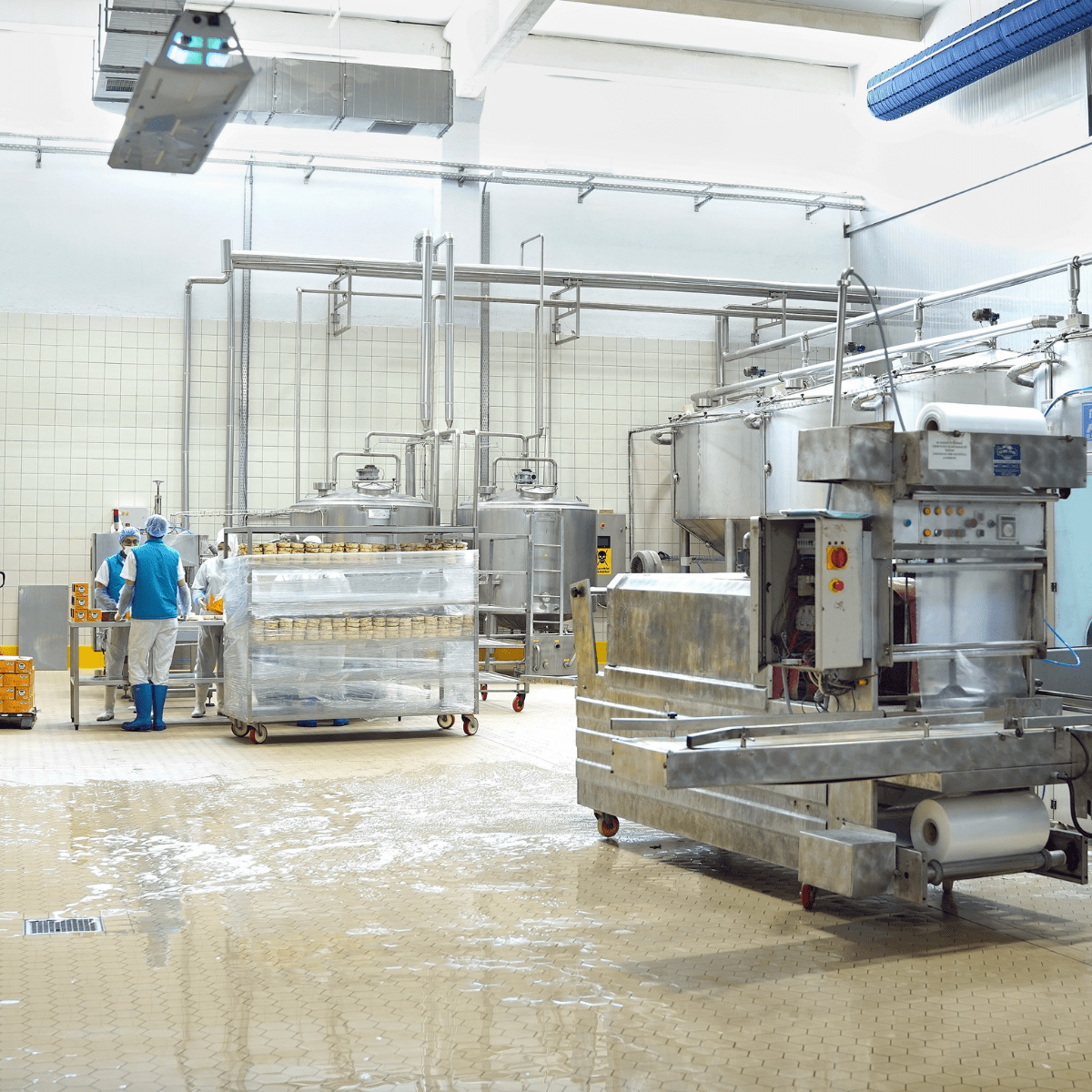
Vibroser Acid Proof Tiles cater to a diverse range of industries, including commercial kitchens, meat processing plants, pharmaceutical facilities, restaurants, chemical processing plants, dairy farms, warehouses, hotels, water bottling plants, poultry farming, fish processing, food and beverage production, cold storage facilities, and more. Specifically engineered to address the unique challenges faced by the brewing, winemaking, and distilling industries, our thermal shock-resistant tiles withstand rigorous steam and boiling water cleaning methods while ensuring slip resistance and robust protection against chemicals and stains. With customizable options tailored to the specific requirements of each facility, our tiles adhere to FDA, USDA, and HACCP standards, offering versatility and reliability across various sectors.
Our Vibroser Acid Proof Tiles offer a comprehensive suite of features tailored for diverse industrial environments. With antimicrobial properties ensuring hygiene, easy cleaning, and maintenance, these tiles are engineered to withstand thermal shock from forced steam and boiling water cleaning while resisting stains and chemicals like acids, oils, and cleaning agents. They provide slip resistance, meet FDA and USDA standards, and are designed for heavy traffic, including forklifts, in extreme hot and cold conditions.
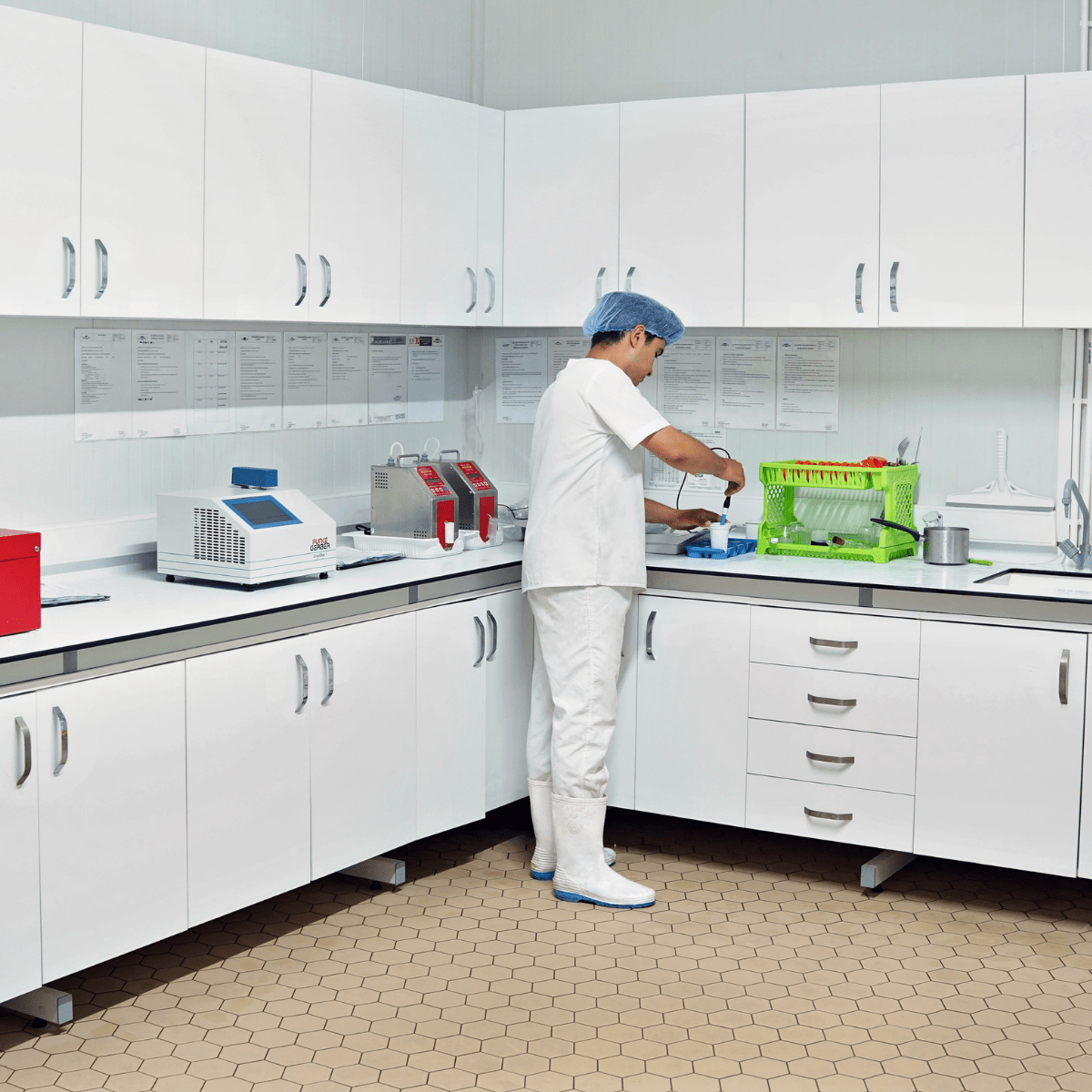
Pharmaceutical manufacturers demand floor systems that align with the rigorous hygiene and safety standards mandated by regulatory bodies like Good Manufacturing Practice (GMP). Vibroser Acid Proof Tiles are engineered to meet these exacting requirements, providing pharmaceutical facilities with an exceptional solution that ensures cleanliness, compliance, and safety.
Furthermore, Vibroser prioritizes environmental sustainability, producing Acid Proof Tiles using eco-friendly methods and materials. With comprehensive warranty coverage against defects and wear, our tiles provide peace of mind and long-term protection, making them the premier choice for acid-resistant flooring needs in the most demanding environments.
DURABLE
CHEMICAL-RESISTANT
HYGIENIC
IMPACT-RESISTANT
ABRASION-RESISTANT
SLIP-RESISTANT
WATERPROOF
NON-TOXIC
Standard Beige
Mustard Yellow
Black
Blue
Brown
Burgundy
Green
Light Grey
Medium Gray
Traffic Yellow


















































At Vibroser, we’re dedicated to delivering top-of-the-line acid proof tiles worldwide. With a global footprint spanning over 100 countries, we offer direct sales of our premium-quality tiles and collaborate with trusted partners for installation services. Whether you’re in need of flooring solutions for a food processing plant, pharmaceutical facility, or any industrial setting, our acid proof tiles are engineered to endure rigorous conditions while ensuring optimal hygiene standards.
Our commitment doesn’t stop at providing superior products; we also offer free consultancy services to assist you in selecting the right tiles and guiding you through the installation process. With Vibroser, you can trust that you’re receiving not only the highest quality tiles but also comprehensive support to meet your specific needs. Contact us today to discover how Vibroser can elevate your project with hygienic and durable flooring solutions tailored to your requirements.